


Food Analysis & Quality Control
Great taste comes with great recipe and great quality.



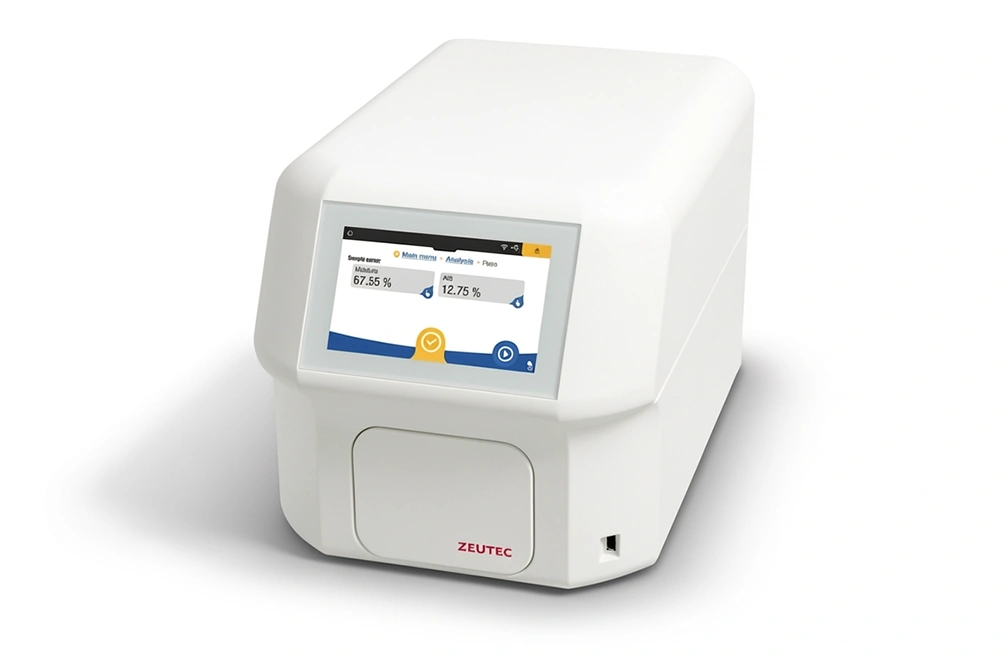
The SpectraAlyzer FOOD is an ideal solution for routine food analysis, enabling reliable measurement of key quality parameters throughout food production.
SpectraAlyzer FOOD – Fast and Reliable Analysis for Modern Food Quality Control
The SpectraAlyzer FOOD is a powerful solution for routine analysis across a wide range of food products, delivering reliable measurements of essential quality parameters throughout the entire food production process.
In today’s competitive food industry, precise and consistent analytical results are crucial to ensure product quality, maximize production efficiency, and maintain cost control. Food manufacturers must continuously monitor raw materials, intermediate products, and finished goods to guarantee consistent yields and meet strict quality standards.
The SpectraAlyzer FOOD has been designed as a modular near-infrared (NIR) analyzer that provides rapid, quantitative results for key food quality parameters such as moisture, protein, fat, sugars, starch, acidity, salt, and ash. With a measurement time of less than 45 seconds, the system enables fast decision-making and efficient quality monitoring directly within the production workflow.
The analyzer requires no manual sample conditioning and no chemical reagents, eliminating additional operating costs while ensuring highly accurate and reproducible results. This makes the SpectraAlyzer FOOD an efficient and sustainable solution for modern food laboratories and production environments.
Built for practical industrial use, the SpectraAlyzer FOOD operates as a standalone system with an intuitive interface that allows simple and reliable operation, even for non-specialist users. Its rugged construction and unique optical sample/reference configuration ensure stable performance in demanding environments, including locations with vibration, dust, or temperature fluctuations.
The system is delivered with numerous ready-to-use calibration models for common food applications and includes a powerful software package for calibration management, automated data logging, and secure storage of analytical results. Measurement data can be stored directly on the instrument, within a company network, or integrated into internet-based data management systems.
Key Benefits
-
Rapid results – quantitative analysis of multiple quality parameters in less than 45 seconds
-
No reagents required – eliminates consumables and reduces operating costs
-
Minimal sample preparation – direct analysis without complex conditioning steps
-
Reliable performance – stable measurements even in challenging production environments
-
Easy operation – intuitive interface suitable for routine use by laboratory or production staff
-
Flexible data management – seamless integration with internal networks and digital data systems
-
Wide application range – suitable for diverse food products and quality control tasks
With its combination of speed, accuracy, and operational simplicity, the SpectraAlyzer FOOD provides food producers with a reliable analytical tool to support consistent product quality, optimized production processes, and confident quality control.

Key Features

NIR Sample – Reference technology
like all SpectraAlyzer® instruments for high sensitive and long term stable measurements.

Versatile sample presentation
with closed, open, viscous, slide and disposable cups for powders, pastes, slurries and liquids.

User friendly
sample presentation and easy to operate.

Compact design
optimized for bench top or at-line application.

Touch user interface
and intrinsically mounted glass touch for straight forward hygenic instrument operation.
Many mathematical models
for all kind of products included for quick algorithms installation and start-up.

Webserver
web connectivity for direct instrument access via LAN and internet from anywhere, any time.
Scan and take advanteges of the quality
One Instrument Many Applications
The SpectraAlyzer FOOD ensures Quality control in Food manufacturing units

Liquid eggs processing
show process
Whole egg powder production
show process
Honey processing
show process
Croissant production
show processChocolate production
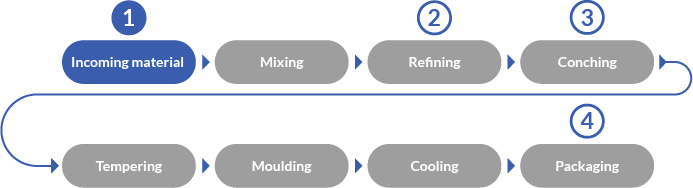
Incoming material
Quality checks of cocoa liquor, cocoa butter, cocoa powder, skim milk powder and other ingredients (fat, milk solids) can be done
quickly with the SpectraAlyzer FOOD. This ensures the production of the desired quality in the final product.
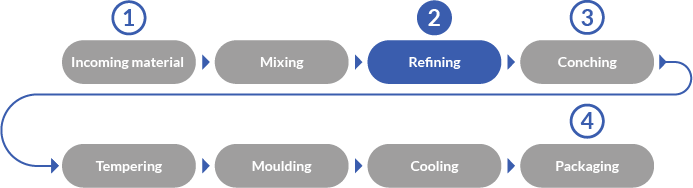
Refining
Particle size reduction to desired level is important for the final texture of chocolate. The SpectraAlyzer FOOD is capable of
particle size determination.
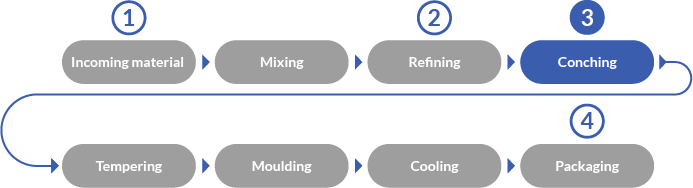
Conching
Viscosity and fat content can be determined with the SpectraAlyzer FOOD in almost no time.
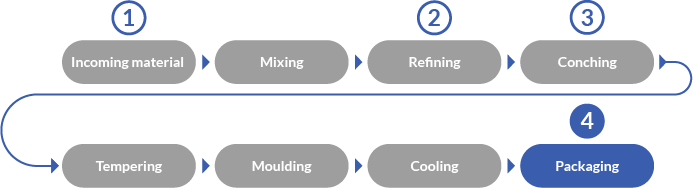
Final product testing
Fat, milk fat, protein, lactose, theobromine, total solids
Final product testing with the SpectraAlyzer FOOD ensures good and consistent quality as per set standards.
Liquid eggs processing

Final product testing
Fat, protein, dry matter, sterols in liquid whole eggs, egg yolk and egg albumin can be analysed with the SpectraAlyzer FOOD simultaneously in less than a minute. This ensures an end product of consistent quality.
Whole egg powder production

Incoming material
Quality checks of liquid whole eggs (dry matter, fat, protein, sterols) can be done quickly with the SpectraAlyzer FOOD
This ensures usage of good quality material as well as the production of end product with desired composition.

Final product testing
Moisture content, fat, dry matter, protein, ash, water activity, peroxide value, color, sterol
Final product testing with the SpectraAlyzer FOOD ensures good and consistent quality as per set standards.
Honey processing

Final product testing
Moisture, sucrose, total reducing sugars, fructose, glucose, ash, acidit
The SpectraAlyzer FOOD gives analysis results in almost no time and quality of the product can be maintained efficiently
Croissant production
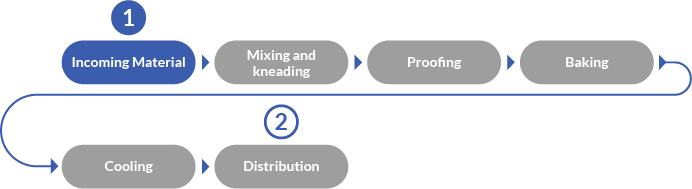
Incoming material
The SpectraAlyzer FOOD presents analysis of incoming raw material (flour, butter, sugar) resulting in utilization of good quality ingredients.
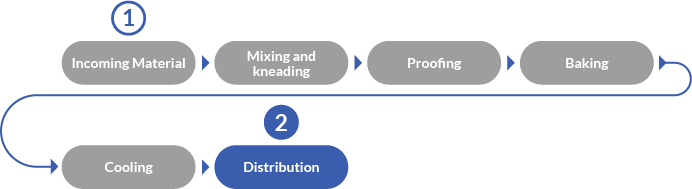
Final product testing
Moisture, sucrose, total reducing sugars, fructose, glucose, ash, acidity
The SpectraAlyzer FOOD gives analysis results in almost no time and quality of the product can be maintained efficiently.
Technical data
SpectraAlyzer FOOD 110-A100-1
| Design | NIR Monochromator |
| Spectral range | (800) 1400-2500 nm |
| Wavelength Accuracy | <0.05 nm |
| Wavelength Precision | <0.005 nm |
| Optical bandwidth | <10 nm ±2 nm |
| Referencing | Dual beam system, Sample / Reference measurement |
| High signal to noise ratio | > 150.000:1 |
| DataBase | Large expandable internal memory for calibrations, methods and history results |
| Diagnose | Auto-diagnostics |
| User Interface | Graphical user interface, projected capacitive glass touch panel |
| Screen | TFT 800 x 480 pixel |
| Power requirements | min. 90 V AC (50 – 60 Hz), max. 260 V AC (50 – 60 Hz), 220VA |
| Operating temperature | 5 °C – 40 °C non-condensing |
| Interfaces | 1 x front USB 2.0, 3 x USB 2.0, 2 x RS232, Ethernet, Audio out |
| Dimensions | Height: 310 mm / Width: 300 mm / Depth: 480 mm |
| Weight | 17 kg |
| Standard calibrations | Included |
| Keyboard | As optional accessory |
| Barcode reader | As optional accessory |
| WLAN | Wireless LAN as optional accessory |
| Printer | Thermal ticket or office type printer as optional accessory |
| AWX Software package | Application worx, chemometric software package |
| Transflection stamp | Sampling cell for oil analysis, optional accessory |
SpectraAlyzer FOOD





















Equipment
Company





ZEUTEC, SpectraAlyzer and Gr:ai:n are registered trademarks.
© 2026 ZEUTEC. All rights reserved.